シュミレーション動画で確認
シュミレーション動画で確認できます。
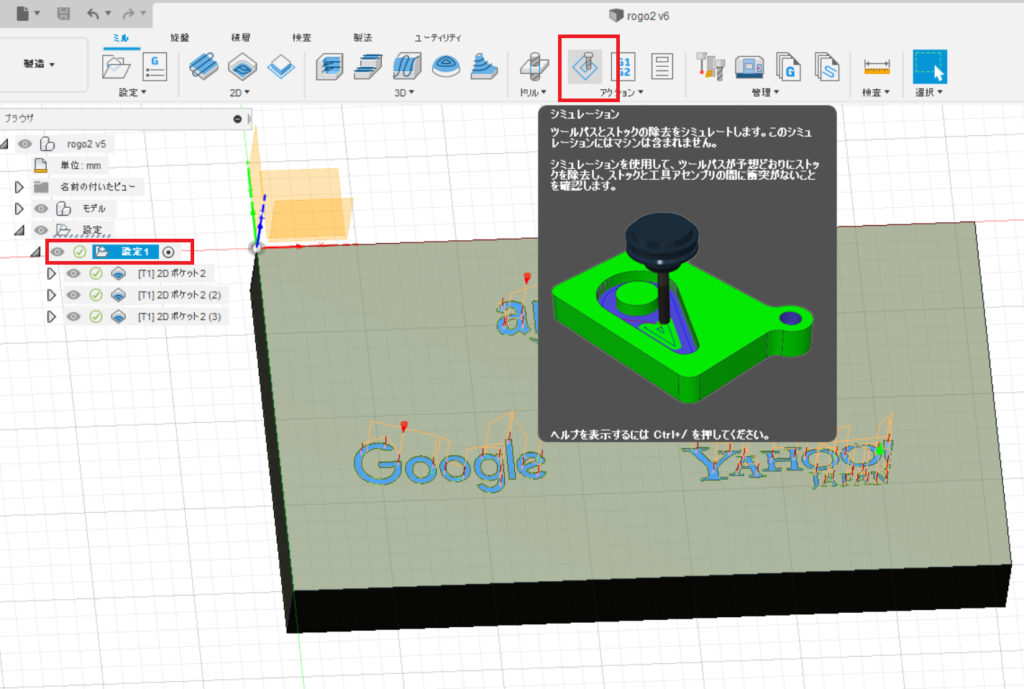
ツールパスに異常が無いか、工具やホルダとの衝突が無いかが確認できます。
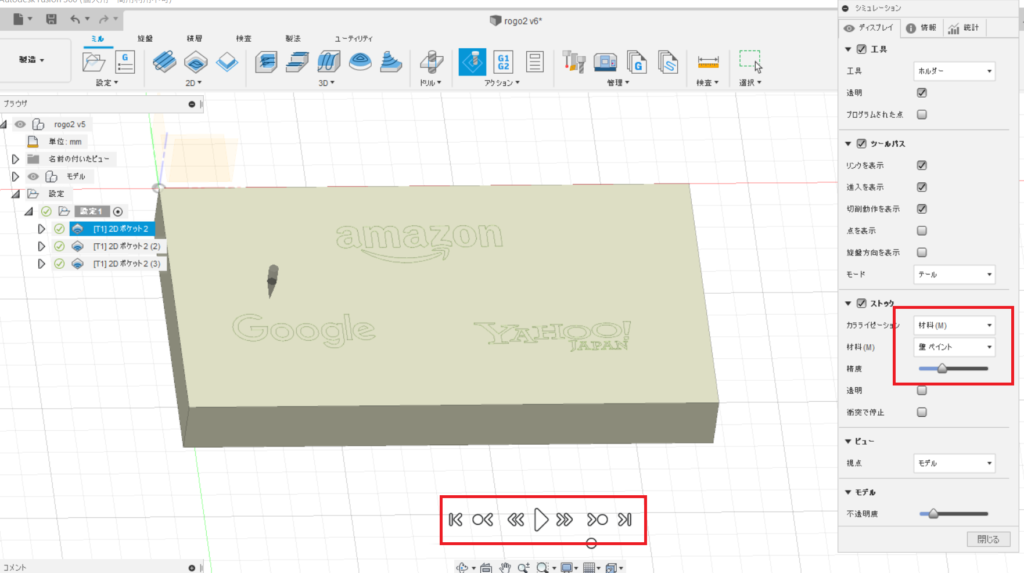
「設定」にカーソルを合わせてシュミレーションを選択します。
「ストック」の中のカラライゼーション、材料(M)をそれぞれ選択して、再生ボタンを押します。
カラライゼーション中の材料(M)は薄いグレーで見やすいですが、段差の高低差が無い場合は形状がわかりにくい場合があります。
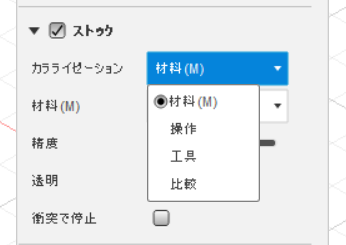
「操作」または「工具」 が一番見やすいかなと私は思います。
「比較」は最終モデルと比較して削り残しが無いかをチェックする時に使います。
途中のパスから再生したい場合は、再生したいパスにカーソルを合わせてシュミレーションを選択します。
ツールパスのNCデータ変換(ポスト出力)
パスを全て選択して「アクション」-「ポスト処理」を選択します。
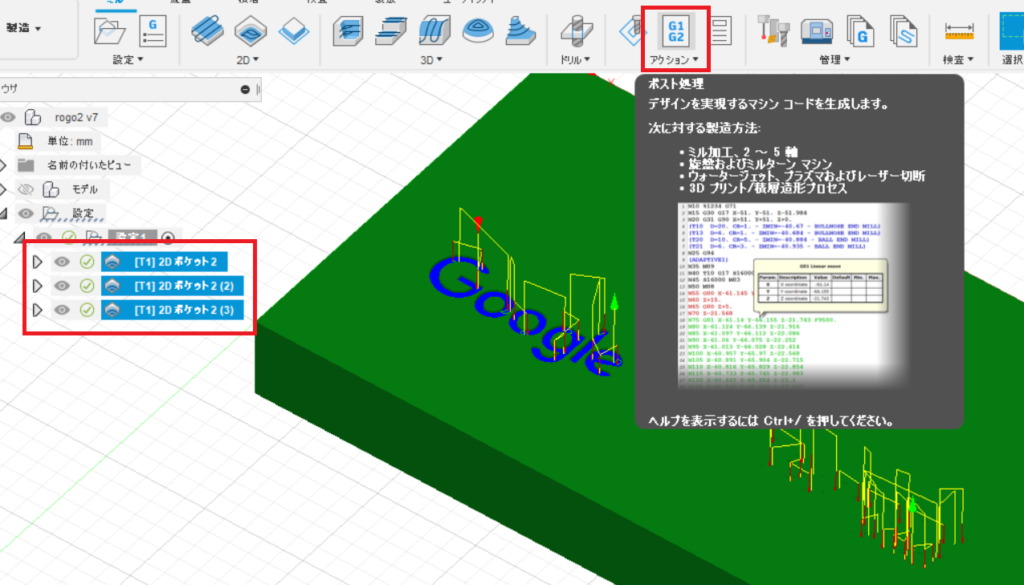
ポストプロセッサリストから「FANUC」を選択します。
今回はCNCルータのGRBLcontrolを基に説明しています。
機械またはソフトウェアによってはポストプロセッサの種類を変更する必要があります。
名前/番号を入力します。番号は「1001」とします。
特に決まった番号はありません。
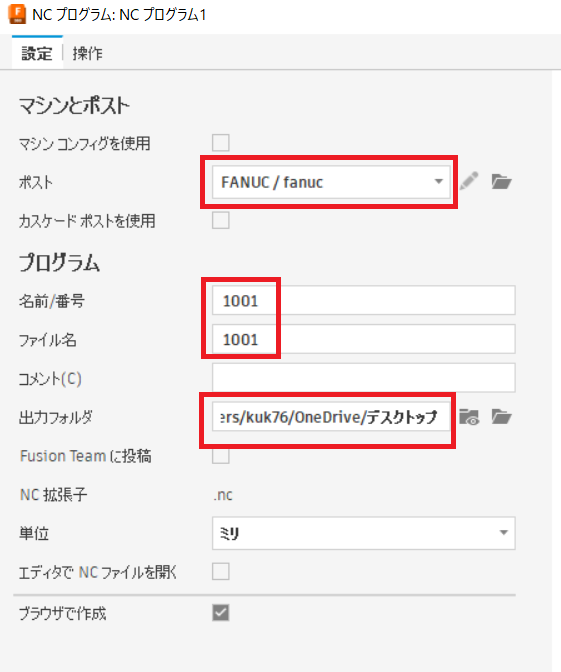
デスクトップに出力されました。
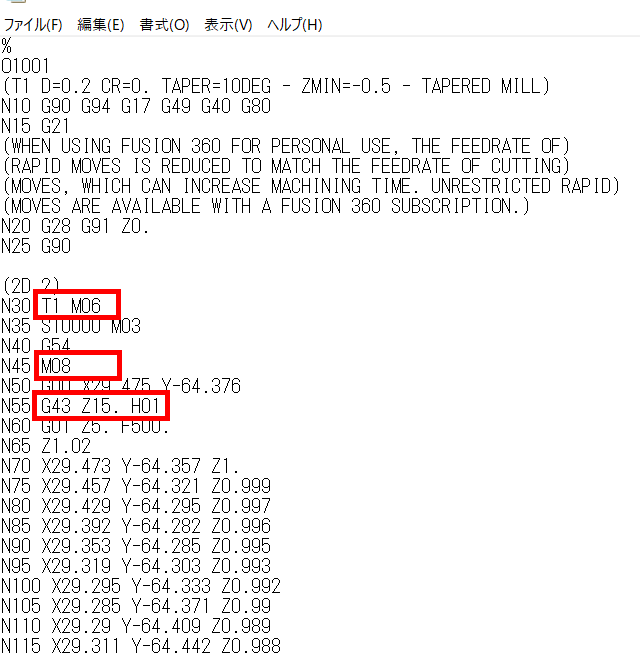
ファイルを開けてみます。「.nc」の拡張子ですが、中身はテキストファイルです。
Mコード「T1M6」はT1の工具を自動で交換させる指令です。交換させる機能が無いとおもいますので消去します。(そのままでも支障ありません。)
Mコードの「M8」はクーラントONです。切削水0や自動で出てくる機能ですが、おそらくCNCルータには付いていていないよ思いますので消去します。(そのままでも支障ありません。)
G43H1は工具番号T1の工具長補正です。番号は付いないので、G43、H01を消去します。(そのままで支障ありません。)
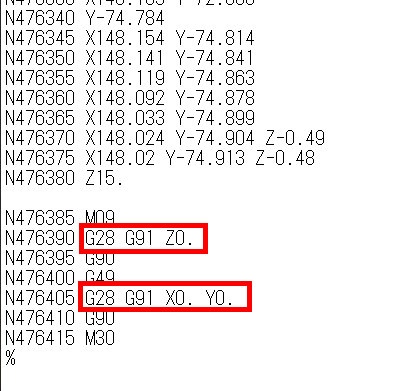
G28はリファレンス点復帰です。機械原点に戻る動作中にオーバートラベル系のエラーになります。
消去しておきます。
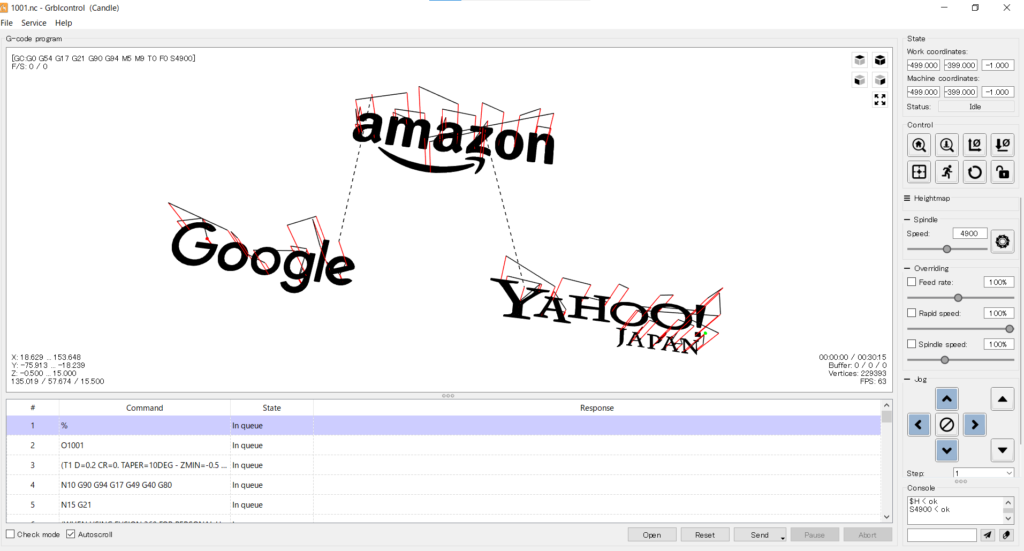
GRBLcontrolでファイルを開けてみる
GRBLcontrolでNCファイルを開けてみました。
キレイにパスが出ています。
切削時間を見てみると、、30分ほどかかっています。
ちょっとかかりすぎですかね。実際の加工ではさらに10分程上乗せになると思います。
おそらく先端0.2mmで全て最大切削ピッチを0.12のポケットにしている為です。
まとめ
今回は手元に余っている今後も使用しないであろうビットを、何か活用できないかなと思い立って作成に至りました。
このような細い部分と太い部分が混在するような場合は工具を複数本準備するのが一般的です。
工具の負荷も抑えられますし、時間が短縮できますので。
下の画像は実際このビットで加工したものです。
結局のところ加工時間50分程かかりました。(-_-;)
皆さんより「このビットでこんな使い方しました。」等のコメント頂けたら嬉しいです。
では最後までお読みいただきありがとうございました。 ”彫刻プログラムを作ってみた” でした。