

設定されている座標値が合っているかの確認
これは絶対に確認してください。
X,Y,Z各軸の移動をJOGボタンのSTEP 1程度で原点まで移動していき、座標値が合っているかを見ておきます。
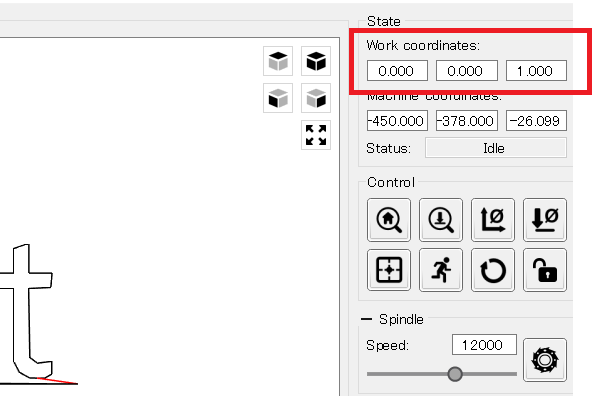
X,Yの原点、Z軸もビット先端が上空1mmで下のような数値になっていればOKです。
sendボタンで加工スタートと緊急停止
加工の際には必ず保護メガネをするか本体にカバーをして安全対策をしておきます。
緊急の場合は非常停止にできるよう非常停止ボタンを押す準備をしておきましょう。
もしくはGRBLの「pause」ボタンで一時停止、「reset」でリセットされます。リセットされるとワーク座標値がかわっている場合があります。
リセット後のワーク座標はRestore originボタンで復旧できます。

一応念の為ワーク原点X0,Y0,Z0の時の機械原点座標を控えておけばより安心です。
SENDボタンで加工スタートです。

すぐ終わりました。加工時間約2分程です。
思ったより文字が小さかったですね。でもしっかりと読めます。
先端ビット0.2mm20°、文字深さ0.2mm
■もう一つサンプルプログラムが入っていたので続けて加工してみました。
「O.nc」というNCファイルで中心から円弧を描いていきます。
加工面に収まりきらないので、Y軸の原点を変更しています。
サンプルプログラム等を加工する時は何処に原点が設定されているかを事前に知っておく必要があります。
GRBLでは数値を描画化してくれるので非常にわかりやすく、機械が思わぬ方向へ行くといった心配が少なく済みます。
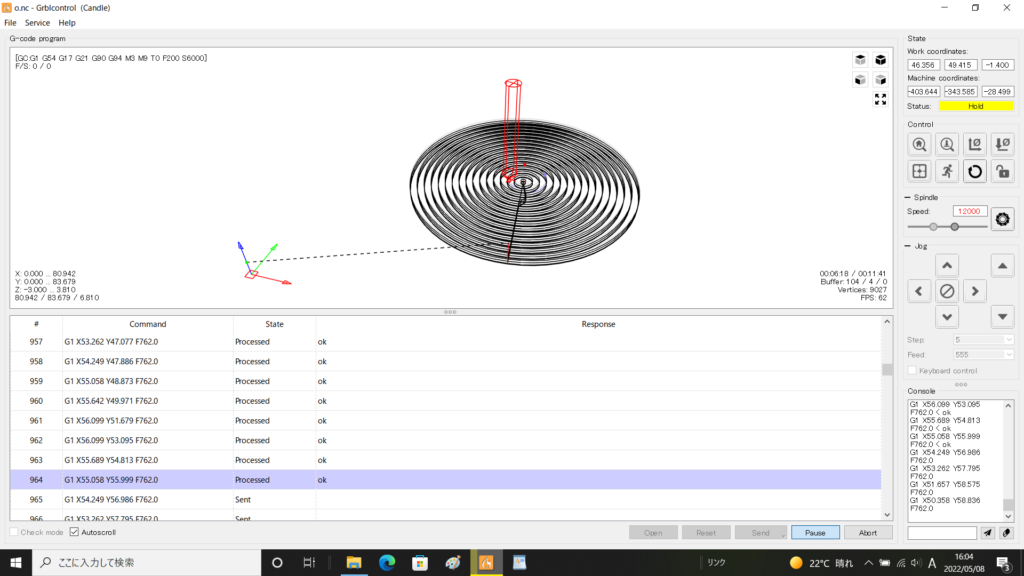

こちらは深さ1.4mm付近を加工中の画像です。最終的に3mmまで削ります。
今回はサンプルプログラムで加工しましたが、次回は自分で作成したプログラムも作成して加工していきます。

