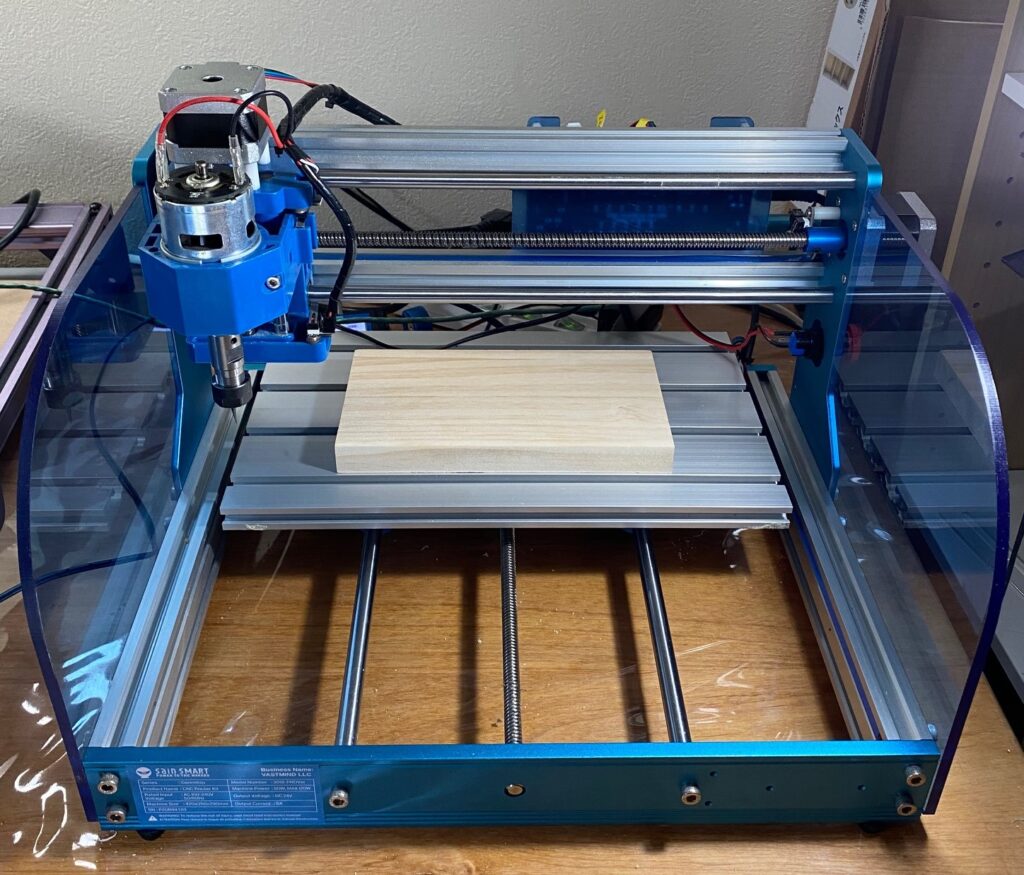
ビット、材料の取り付けと試運転ができたので、次はXY原点の設定とZ軸の工具先端位置の設定を行います。
HOMING(ホーミング)(原点復帰)
まずはホーミングをします。(原点復帰)ホーミングは電源を立ち上げた時は必須となります。
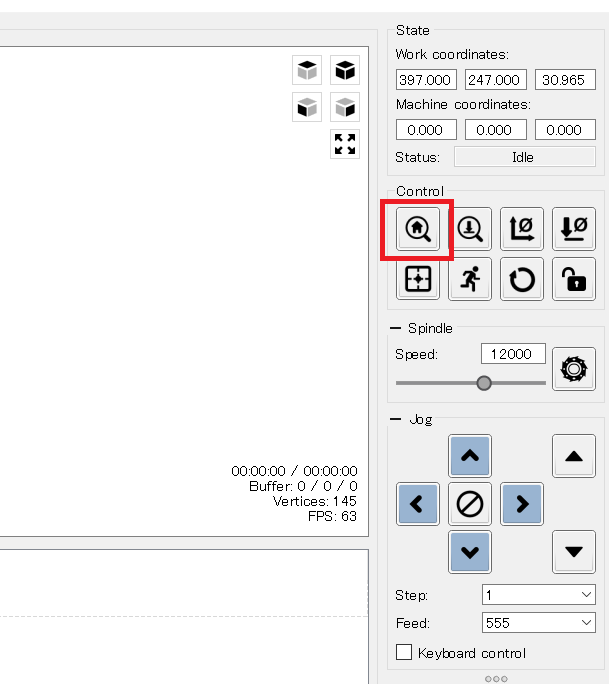
家マークのHOMEボタンを押す。スピンドルが左手前に移動してから停止します。
後方にベッド部が移動しますのでコード類が挟まらないよう注意してください。
これでホーミングが完了です。
X軸Y軸の原点設定
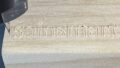
今回は3018-PROVerのUSB内に格納されているNCプログラムファイル「sainsmart」の文字彫刻をしていきます。
ファイル名 sainsmart.nc
原点がどこに設定されているのかがわからないので、プログラム内を見ます。
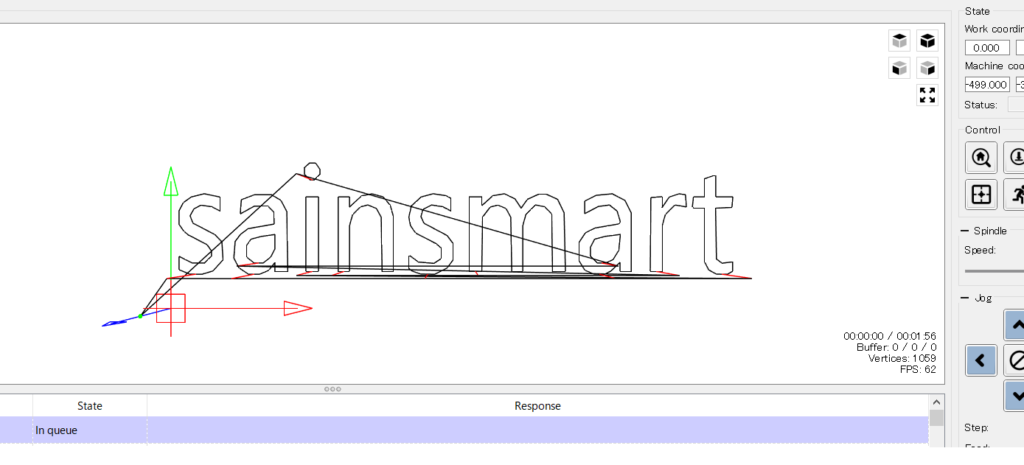
原点が左下になっていることがわかりました。
→矢印(赤色)がX方向、↑矢印(緑色)がY方向になります。
原点に設定したいところまでスピンドル部を移動します。
押さえ金具等がある場合は考慮して設定してください。中央寄りが安全だと思います。
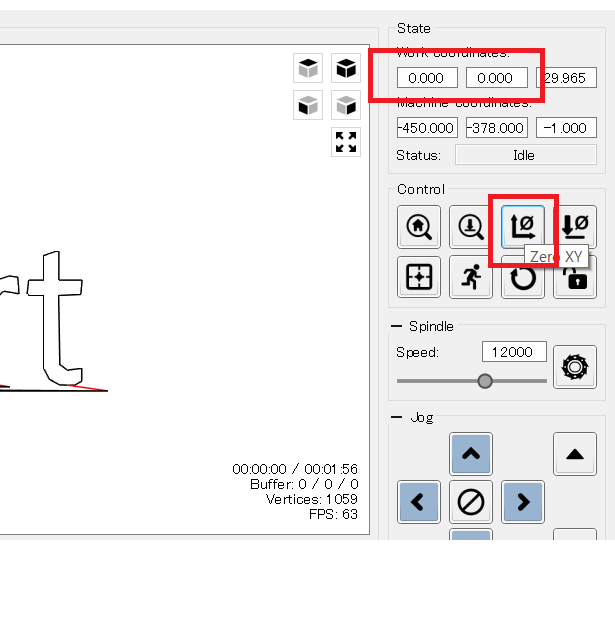
「ZERO-XY」のボタンを押すとワーク原点がX0.Y0.に設定されます。
ちなみに下の数値(この画像でいうと-450.0 -378.0は機械座標です。この数値は機械固有の座標なので変えることは出来ません。
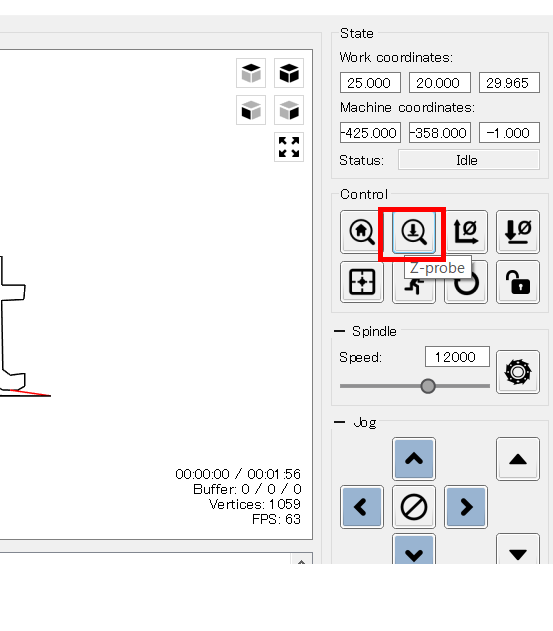
Z軸の工具先端位置設定
Z軸の工具先端位置設定を行います。
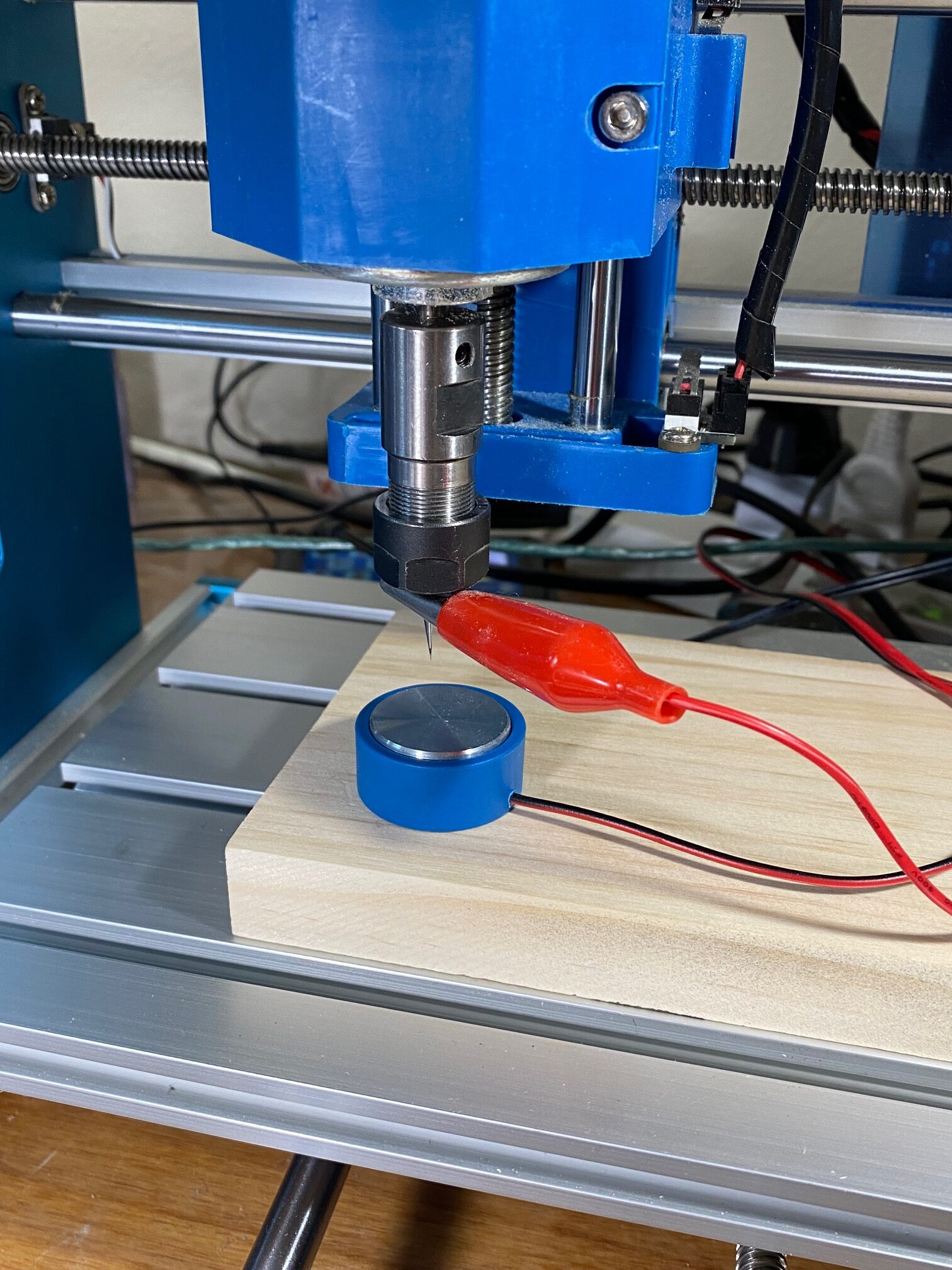
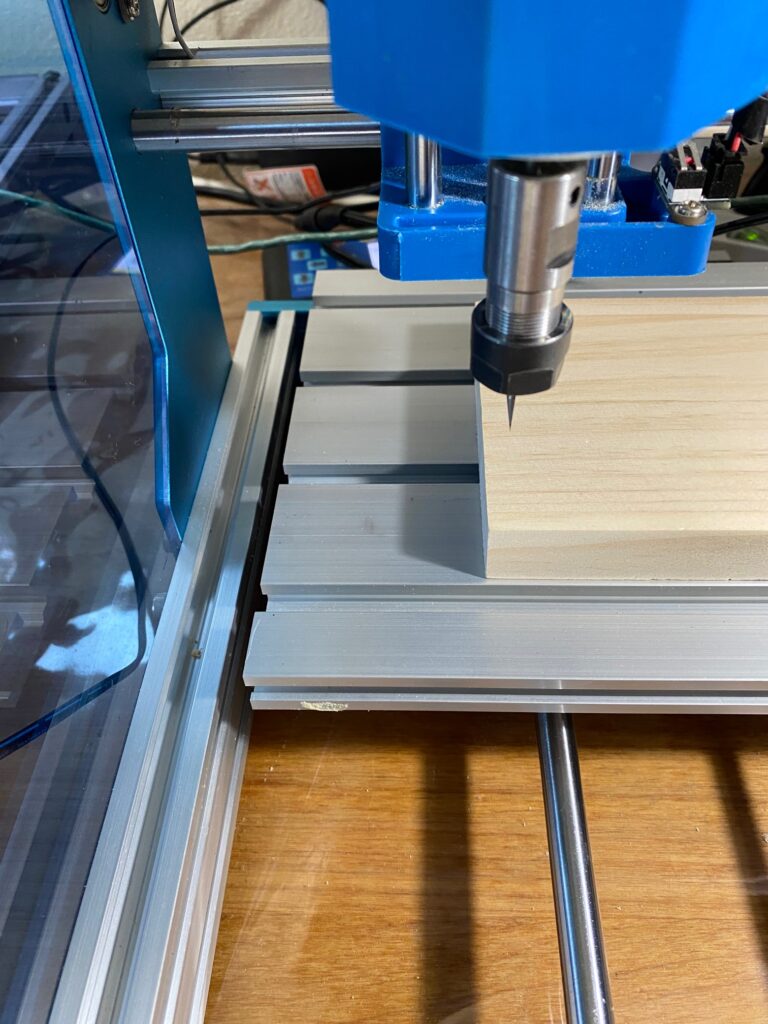
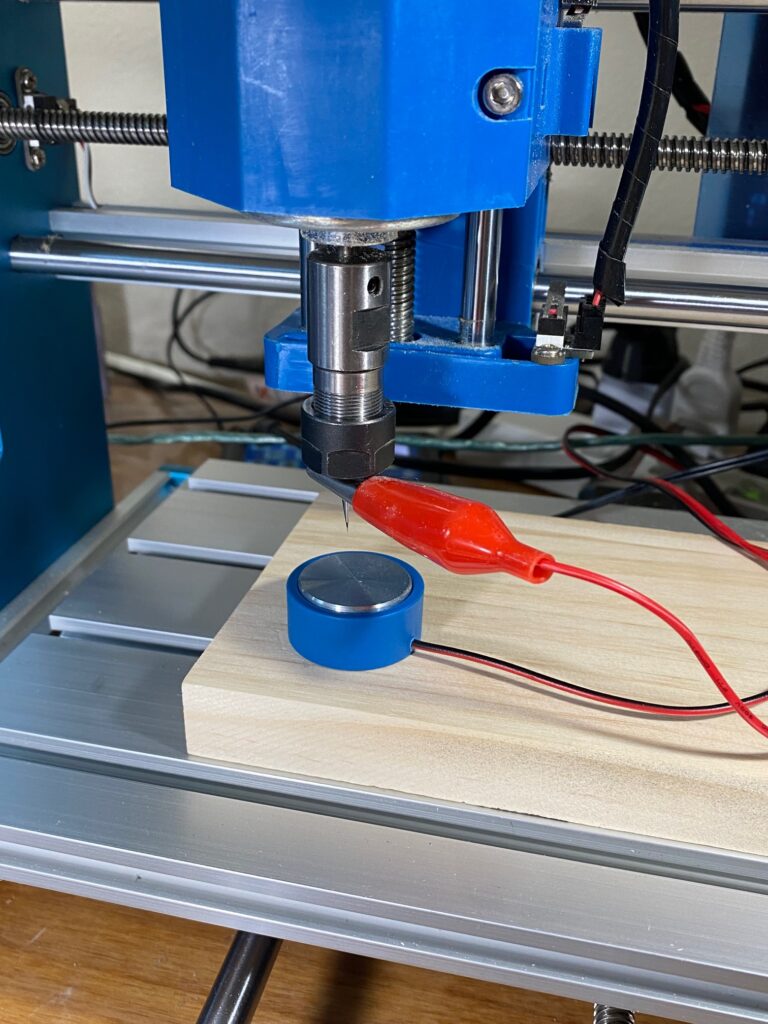
測定プローブを置いてスピンドルを真上まで移動させます。
測定プローブは平ら面に安定した状態で設置してください。
ビットにワニ口クリップを取り付けます。
この作業を忘れるとビットがプローブと接触しても感知せず、プローブ穴を開けてしまいます。故障にもつながるのでご注意を。動画でもこの様な事例を紹介されていました。実際私もやりかけていましたが。
次回はいよいよ加工スタートです。