Gコード
機械を操作する以上Gコード、Mコードは理解しておいた方がよいと思います。
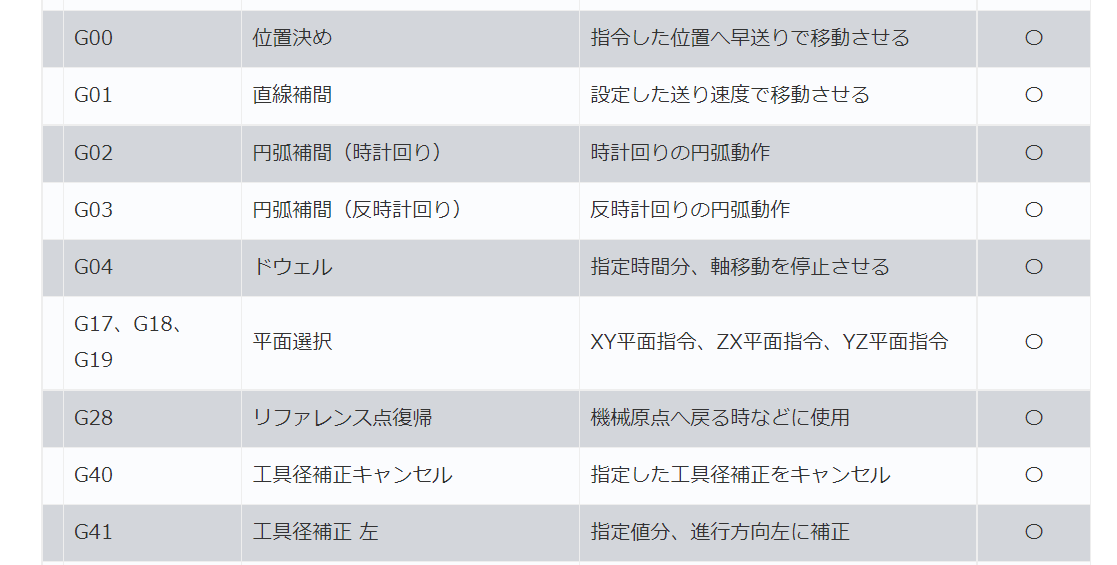
下のGコード表はマシニングセンターのGコードリストです。
GRBL対応しているコードに〇をしています。
| コード | 機能 | 機能説明 | GRBL対応 | |
| G00 | 位置決め | 指令した位置へ早送りで移動させる | 〇 | |
| G01 | 直線補間 | 設定した送り速度で移動させる | 〇 | |
| G02 | 円弧補間(時計回り) | 時計回りの円弧動作 | 〇 | |
| G03 | 円弧補間(反時計回り) | 反時計回りの円弧動作 | 〇 | |
| G04 | ドウェル | 指定時間分、軸移動を停止させる | 〇 | |
| G17、、 | 平面選択 XY平面指令 | XY平面指令 | 〇 | |
| G18 | 平面選択 ZX平面指令 | ZX平面指令 | 〇 | |
| G19 | 平面選択 YZ平面指令 | YZ平面指令 | 〇 | |
| G28 | リファレンス点復帰 | 機械原点へ戻る時などに使用 | 〇 | |
| G40 | 工具径補正キャンセル | 指定した工具径補正をキャンセル | 〇 | |
| G41 | 工具径補正 左 | 指定値分、進行方向左に補正 | ||
| G42 | 工具径補正 右 | 指定値分、進行方向右に補正 | ||
| G43 | 工具長補正 + | 指定値分、Zプラス方向に補正 | ||
| G44 | 工具長補正 ― | 指定値分、Zマイナス方向へずらす | ||
| G49 | 工具長補正キャンセル | 指定した工具長補正をキャンセル | 〇 | |
| G80 | 固定サイクルキャンセル | 穴加工などの固定サイクルをキャンセル | 〇 | |
| G81~G89 | 固定サイクル | 各種穴あけ加工 | ||
| G90 | アブソリュート指令 | 原点からの絶対値指令 | 〇 | |
| G91 | インクレメンタル指令 | 現在位置からの増分値指令 | 〇 | |
| G92 | ワーク座標系設定 | 現在位置のワーク座標値を指定値に変更 | 〇 | |
| G98 | 固定サイクルイニシャルレベル復帰 | 固定サイクル退避時に安全高さまで上がる | ||
| G99 | 固定サイクルR点レベル復帰 | 固定サイクル退避時にR点まで上がる |
GRBLは上記の通り固定サイクルには対応していません。