

「仕上げ代」の変更
今回ここで変更するのは仕上げ代だけです。
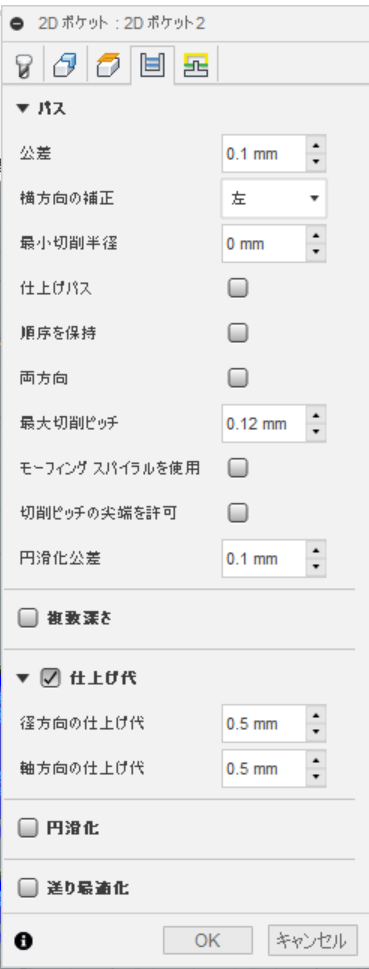
仕上げ代は初期値は「0.5mm」になっています。チェックボックスを外すか「0mm」に設定します。
寸法交差(精度穴等)や面粗度(面のキレイさ)が要求される加工には必ず仕上げ代を入れておいて、別途仕上げ専用の工具で仕上げ加工を行います。
記事がすぐ終わってしまったので他の機能を簡単に説明します。
高度な機能、便利機能が多数あります。
交差
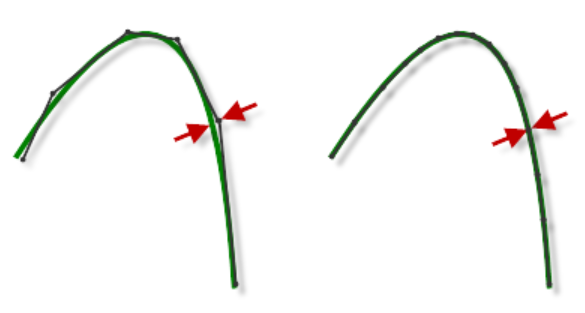
「交差」はスプライン曲線や楕円曲線の図形を直線化する時の設定です。
下の図の左側が「0.1」 、右側が「0.001」 の設定です。
細かい直線群の方がスムーズな面になりますが、プログラムデータが膨大になります。
ツールパスの生成や、機械の読み取り、機械の動く時間にも影響してきます。
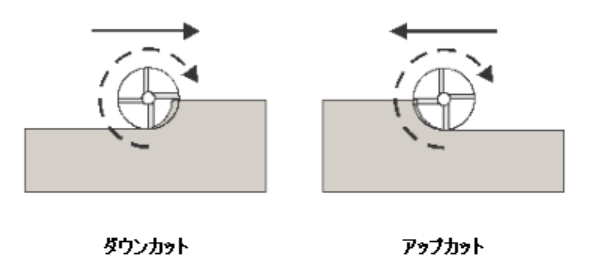
横方向の補正
下の図は真上から見た図です。
通常はダウンカットでなので「左」に設定します。
左や右の意味は真上から見てワーク(素材)の左側を走るか、右側を走るかです。
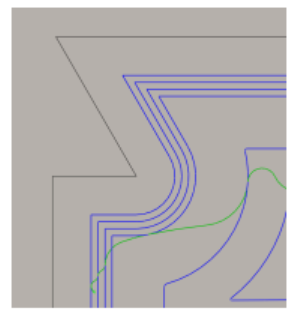
最小切削半径
シャープコーナーに最小ツールパスを定義できます。
シャープコーナーや半径が工具径と等しい場合(例:R5コーナーにφ10のエンドミル)に工具を強制的に適用すると、接触した瞬間に微細な振動が発生してビビりが発生します。(チャタリングと言うらしい)
「仕上げ代」と混在するかもしれませんが、最小切削半径は直線には仕上げ代は生成されません。
コーナーのみに適用される設定となっています。
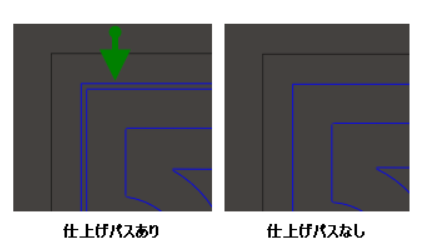
仕上げパス
「仕上げパス」は工具の側面を使った仕上げパスが可能となります。
この機能は、粗取りと仕上げ加工を同じ工具で行う時に使用します。
チェックボックスを入れると数値入力ボックスがさらに増えます。
- 仕上げパス回数
仕上げパスの回数が設定できます。
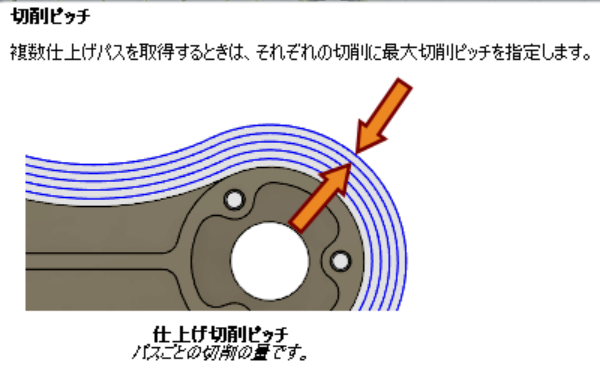
- 仕上げ切削ピッチ
仕上げ切削ピッチが設定されます。
- すべての仕上げパスの進入
毎回工具が上昇するようです。
どんな時に使うのでしょう。。
- 仕上げ送り速度
仕上げ送り速度が変更できます。工具の設定の切削送りの時に入力した数値と連動しています。
「工具の設定の切削送り」よりも速度を落とさないとエラーになります。
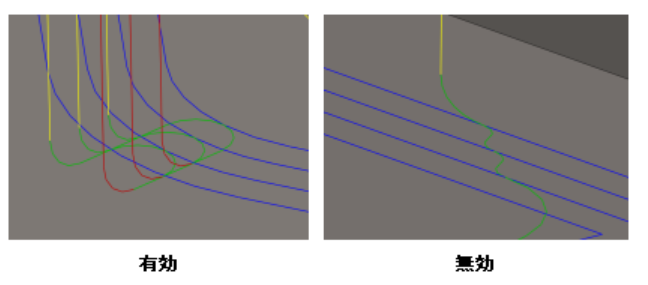
- 仕上げパスの繰り返し
ストックが「0」となった時にもう一度仕上げパスがでます。「スプリングパス」と言います。
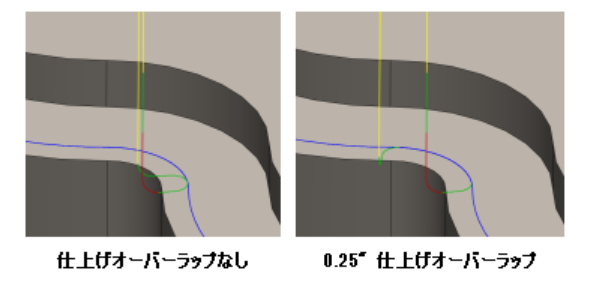
- 仕上げオーバーラップ
工具が退出する前に進入点を越える距離です。
仕上げオーバーラップを使用すると、進入点の削り残しが確実に除去されます。
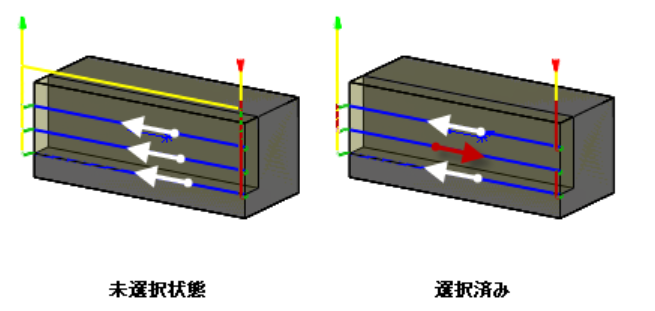
順序を保持
順序を保持でチェーンやフィーチャを選択した順序で加工する事が出来ます。
両方向
両方向では開いたポケットの加工にアップカットとダウンカットの両方を加工できるように指定できます。
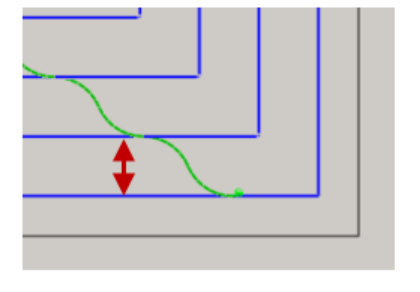
最大切削ピッチ
パス間の最大切削ピッチを設定できます。
工具と加工形状に対して自動で設定されますが、変更もできます。
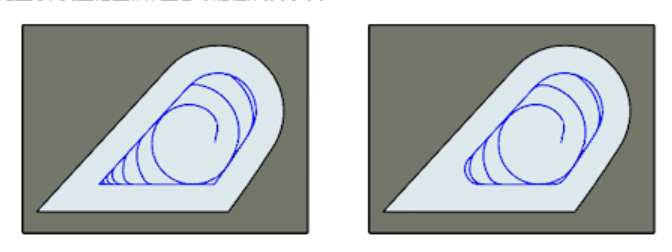
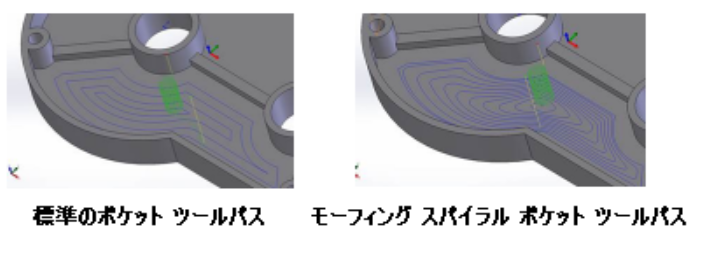
モーフィングスパイラルを使用
ポケットに対して一定のスパイラル動作でツールパスを作成する場合に有効にします。
マシンの急激な変化を抑えて、動作をスムーズにする利点があります。
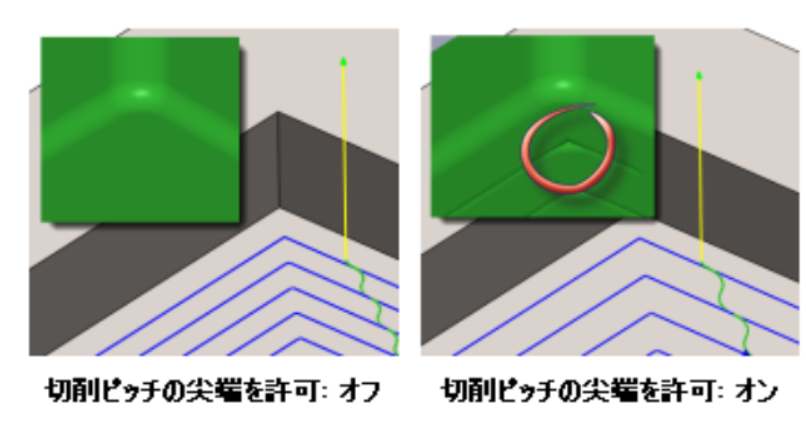
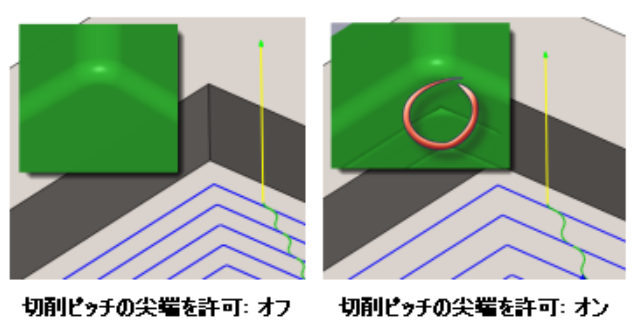
切削ピッチの尖端を許可
コーナーにRを持つ工具で平坦面を、スキャロップが発生する可能性があります。
許可にすると、Rの削り残しのような稜線が出来てしまいます。
最大切削ピッチを既定の数値のまま使用した場合は、スキャロップが発生しないようになっています。
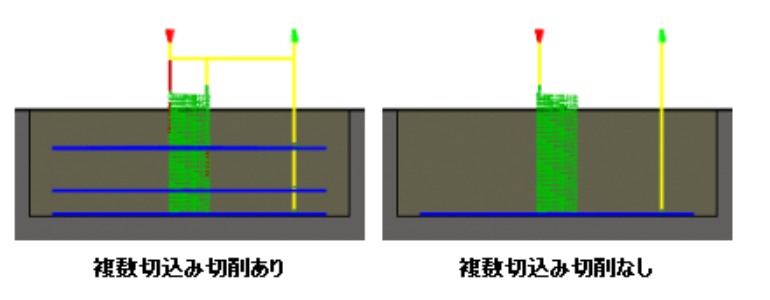
複数深さ
深さ方向の切り込み回数を増やす事が出来ます。
先端のみが摩耗しやすい傾向がありますが、負荷が少ないのでよく使う機能となっています。